The most common urethane casting materials are thermoset resins designed to mimic engineering plastics like ABS, Polycarbonate (PC), Polypropylene (PP), and various elastomers. These materials range from rigid, high-impact resins to flexible, rubber-like compounds. Engineers select them based on the required “Shore Hardness,” thermal stability, and the specific aesthetic finish needed for the final prototype or low-volume production run.
In my experience running low-volume production lines, the “mimic” factor is where the magic happens. You aren’t just picking a generic plastic; you are selecting a formulation engineered to behave like a specific mass-production material. For example, if you are developing a consumer electronics enclosure CNC prototype, you might start with CNC for the master, but you’ll use a high-impact ABS-like urethane for the 50-unit testing batch to ensure the snap-fits don’t fatigue and break.
Popular Material Categories:
- ABS-like Resins: Balanced strength and heat resistance for general enclosures.
- PC-like Resins: High clarity and impact resistance for lenses or light pipes.
- PP/PE-like Resins: High flexibility and “living hinge” capability.
- Elastomers: Ranging from soft silicone-like feel to hard “skateboard wheel” durability.
How Do You Choose Between Rigid and Flexible Urethane Resins?
Choosing between rigid and flexible urethane casting materials depends on the Shore Hardness scale: Shore A is for flexible elastomers (like rubber), while Shore D is for rigid plastics (like hard hats). If your part needs to compress or seal, choose a Shore A resin. If it needs structural integrity and impact resistance, a Shore D resin is the correct choice.
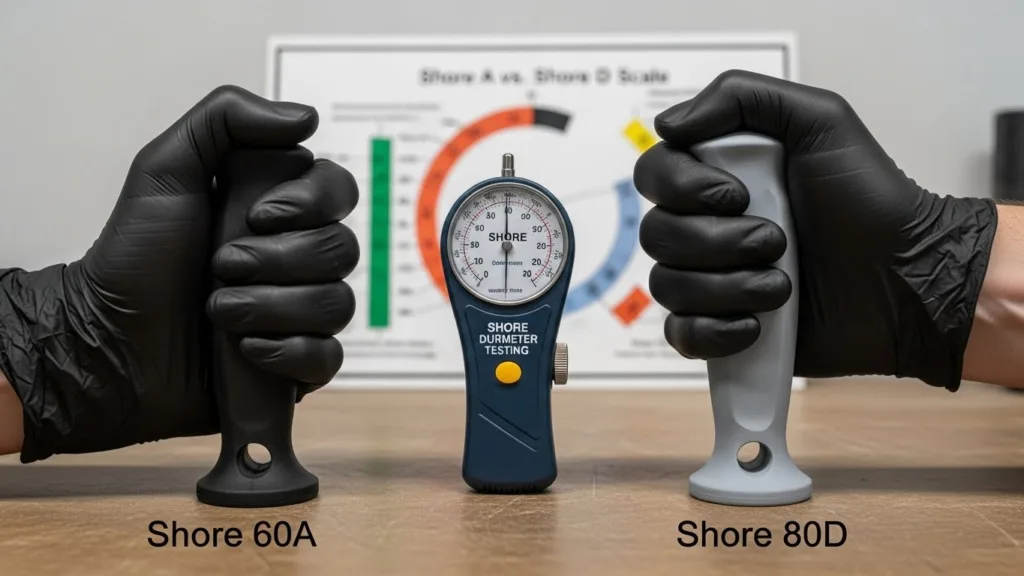
Understanding the Shore Hardness Scale
| Shore Scale | Hardness Level | Typical Application |
| Shore 20A – 40A | Soft & Squishy | Gaskets, soft-touch grips, gel-like pads |
| Shore 60A – 80A | Firm Rubber | Tire treads, shoe soles, vibration dampers |
| Shore 70D – 85D | Rigid Plastic | Electronic housings, industrial gears, appliance shells |
When I consult on what is home appliance prototype rapid manufacturing, I always emphasize the “Hand Feel.” A vacuum-cleaner handle needs a Shore 70A overmold for grip, while the main body needs a Shore 80D for structural rigidity. Using the wrong material here doesn’t just look bad—it fails the ergonomic test entirely.
Which Urethane Materials Are Best for High-Temperature Applications?
For high-temperature applications, specialty “High-HDT” (Heat Deflection Temperature) urethane casting materials are required. These resins are specifically formulated to maintain their structural shape at temperatures exceeding $100^{\circ}C$ ($212^{\circ}F$). They are essential for automotive under-the-hood components, coffee machine internals, and industrial lighting enclosures where standard resins would warp or soften.
Key High-Temp Resins in 2026:
- Polyurethane with Glass Fill: Increases rigidity and thermal stability.
- Fire-Retardant (UL94-V0) Resins: Critical for any device that plugs into a wall outlet.
- Translucent High-Temp: Used for light covers near high-intensity LED arrays.
Standard resins often have a “glass transition temperature” ($T_g$) that is surprisingly low. If you’re prototyping a kitchen appliance, using a basic resin could lead to a “melted” prototype during the first functional heat test. Always check the datasheet for the HDT rating before pouring your mold.
What Are the Visual and Aesthetic Options for Cast Urethanes?
Aesthetic urethane casting materials allow for “molded-in” color, varying levels of transparency, and specific surface textures ranging from high-gloss to heavy MT-11010 textures. Unlike 3D printing, where color is often a post-process paint job, urethane casting mixes pigments directly into the liquid resin, ensuring the color is consistent throughout the entire part.
Aesthetic Customization Table
| Feature | Capability | Best Use Case |
| Color Matching | Exact Pantone/RAL matching | Branding consistency for focus groups |
| Transparency | Water-clear to tinted smoke | Lenses, screens, and fluid containers |
| Texture | Molded-in grain or sandblast | Mimicking injection-molded matte finishes |
| Overmolding | Dual-material casting | Adding soft grips to hard plastic parts |
Integrating these aesthetics early can significantly impact your rapid prototyping lead time. Because the parts come out of the mold “finished,” you skip the days usually spent in the paint booth, allowing you to move to market validation much faster.
How Do Fire-Retardant and Medical-Grade Urethanes Differ?
Fire-retardant urethane casting materials are chemically treated to self-extinguish within seconds of flame exposure, meeting UL94-V0 standards. Medical-grade urethanes, however, are formulated for biocompatibility (ISO 10993), ensuring they don’t cause irritation or toxic reactions when in contact with human skin or tissue for extended periods.
Comparison: Specialty Grades
- UL94-V0 Rated: Essential for consumer electronics, aerospace, and mass transit. These resins are often denser and more brittle.
- FDA/Medical Grade: Used for surgical tool handles, respiratory masks, and wearable health trackers. They require specialized, clean-room casting environments to maintain purity.
- UV-Stable Resins: Formulated to prevent “yellowing” when exposed to sunlight, perfect for outdoor equipment or window-mounted sensors.
Expert Tip: “Never assume a resin is ‘safe’ just because it’s hard plastic. If your product is for the medical field or needs to pass a ‘glow wire’ test for electronics, you must request the specific certification data sheet from your manufacturing partner.”
Frequently Asked Questions (FAQ)
Unlike thermoplastics used in injection molding, cast urethanes are “thermosets.” This means they undergo a chemical change during curing and cannot be melted down and reused. However, they can be ground up as filler for other industrial materials.
Cure times vary by resin volume and type. Most engineering-grade urethanes take between 30 minutes to 4 hours in a heated pressure chamber, with a full “post-cure” taking another 12–24 hours to reach maximum strength.
Yes. You can “cold cast” by adding metal powders (like bronze, brass, or aluminum) to the resin. This creates a part that looks, feels, and weighs like metal but retains the manufacturing ease of plastic.
Yes, by using a specialized PP-like (Polypropylene) resin. These materials have high elongation-at-break properties, allowing them to bend thousands of times without snapping, perfect for bottle caps or foldable containers.
Absolutely. Specialized clear resins are degassed in a vacuum chamber to remove all bubbles, resulting in parts with 90%+ light transmission, suitable for headlights and high-end display screens.