Choosing the right plastic prototype texture matte vs glossy finish is more than a purely aesthetic decision; it is a critical engineering choice that dictates user experience and manufacturing yield. When you hold a high-end electronic device, the “hand-feel” or tactile feedback often determines your perception of quality. Whether you are developing a rugged industrial tool or a sleek consumer wearable, the surface texture acts as the primary interface between your brand and the user.
In this guide, we will break down the technical nuances of surface finishes, from SPI standards to light diffusion properties. By the end, you will know exactly how to specify the right finish in your next RFQ to avoid costly post-processing delays.
Why does choosing the right plastic prototype texture matter?
The right plastic prototype texture matte vs glossy choice influences light reflection, grip, and the visibility of manufacturing defects like sink marks or flow lines. A well-chosen texture hides imperfections and reduces the need for secondary painting. Conversely, a poor choice can lead to parts sticking in the mold or showing every fingerprint and micro-scratch.
The Psychology of Surface Finish
Surface texture speaks to the user before they even turn the device on.
- Glossy finishes suggest “newness,” “precision,” and “high technology.” They are the hallmark of modern smartphones and luxury automotive interiors.
- Matte finishes communicate “durability,” “sophistication,” and “professionalism.” They are often found in medical devices and high-end camera bodies where glare is a functional hazard.
When transitioning from a prototype to pilot fabrication checklist, finalizing this texture is a top-priority item. If you change from a matte to a glossy finish later, you may need to completely re-polish the mold, adding thousands to your tooling budget.
What is a matte finish in plastic prototyping?
A matte finish is a non-reflective surface created by microscopic irregularities that diffuse light in multiple directions rather than reflecting it directly. In plastic prototyping, this is usually achieved through bead blasting, chemical etching, or stone polishing the mold. It provides a “velvety” or “muted” look that effectively hides fingerprints and minor surface scuffs.
Technical Characteristics of Matte Textures
Matte isn’t just one look; it’s a spectrum. Engineers typically use the SPI (Society of Plastics Industry) or VDI (Verein Deutscher Ingenieure) standards to define exactly how “matte” a part should be.
- SPI C-1 to C-3 (Stone Finish): These are the standard matte finishes. They are achieved by polishing the mold with fine stones. They are excellent for hiding “knit lines” where plastic flows together.
- SPI D-1 to D-3 (Dry Blast): These are even rougher, “satin” to “dull” finishes. They are created by blasting the mold with glass beads or aluminum oxide. These provide the highest level of grip and the best “hide” for structural defects.
| SPI Grade | Process | Surface Appearance | Best Use Case |
| C-1 | 600 Grit Stone | Low-grade matte | Industrial enclosures |
| C-2 | 400 Grit Stone | Medium matte | Internal mechanical parts |
| D-1 | Bead Blast | Satin / Textured | Consumer electronics grips |
| D-2 | #240 Oxide Blast | Dull / Rough | Power tool handles |
What is a glossy finish in plastic prototyping?
A glossy finish is a highly reflective, smooth surface achieved by polishing the mold to a mirror-like sheen, often using diamond buffing compounds. It enhances color depth and makes transparent plastics like Polycarbonate (PC) or Acrylic (PMMA) optically clear. While visually striking, it is prone to showing “swirl marks,” fingerprints, and scratches.
The High Stakes of High Gloss
Achieving a true “A-grade” glossy finish is expensive. It requires the mold steel to be incredibly hard (usually 52+ HRC) to maintain the polish over thousands of cycles.
- SPI A-1 (Grade #3 Diamond): This is the highest “Mirror” polish. It is used for lenses and high-end decorative trim.
- SPI A-3 (Grade #15 Diamond): A standard high-polish finish. It is common for consumer “lifestyle” products.
Technical Note: Glossy finishes highlight every flaw. If your part has thick ribs, a glossy finish will make “sink marks” (slight depressions on the surface) look like craters. If you must use a glossy finish, you must be extremely diligent with yourCNC machining RFQ package guideto ensure the manufacturer understands the cosmetic criticality.
How do you compare matte vs. glossy for durability?
In terms of long-term durability, matte finishes generally outperform glossy finishes because their textured surface masks physical wear and tear. Glossy surfaces are “soft” in terms of visibility; a single micro-scratch from a fingernail can ruin the aesthetic. Matte surfaces, however, can absorb minor abrasions without a noticeable change in appearance.
Scratch Resistance and Maintenance
If your product will be handled daily—like a remote control or a handheld medical scanner—a matte finish is almost always the superior choice.
- Fingerprints: Glossy surfaces attract oils. Within minutes of handling, a glossy product can look “dirty.”
- Scratches: Just as you would prevent scratches on anodized prototypes, you must consider how plastic will age. A matte texture (SPI D-1) provides a “sacrificial” surface where small scratches blend into the existing grain.
What are the DFM (Design for Manufacturing) considerations for texture?
Design for Manufacturing (DFM) for textured parts focuses primarily on draft angles. Because a texture creates thousands of tiny “undercuts” (microscopic peaks and valleys), the part will “grip” the mold during ejection. Without enough draft, the mold will scrape the texture off as the part is pushed out, creating “drag marks.”
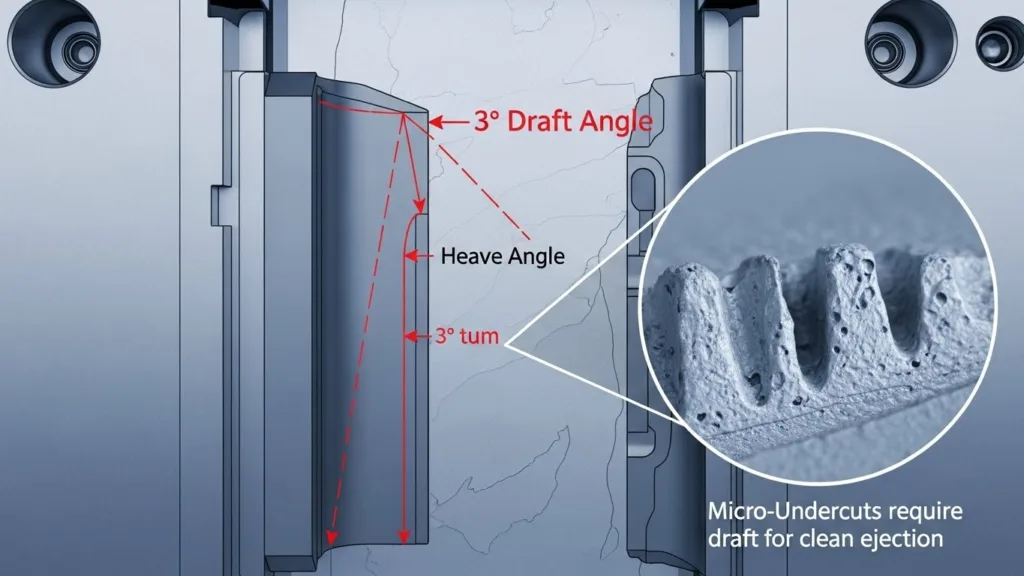
The “1 Degree Per 0.02mm” Rule
A common rule of thumb in the industry is to add 1.5 degrees of draft for every 0.025mm (0.001 inch) of texture depth.
- Polished/Glossy Parts: Can often get away with 0.5 to 1.0 degrees of draft.
- Light Matte (C-1): Requires 1.5 to 2.0 degrees.
- Heavy Texture (D-3): May require 3.0 to 5.0 degrees or more.
How to specify texture in your RFQ?
To specify texture accurately, you should use industry-standard callouts (SPI or VDI) on your 2D drawings. Do not simply say “matte” or “shiny.” Instead, provide a specific grade and, if possible, a physical sample or a “Mold-Tech” number if you are looking for a specific grain like leather or sand.
Checklist for your RFQ:
- Define Cosmetic Zones: Label your drawing with “Class A” (highly visible), “Class B” (side views), and “Class C” (hidden/internal).
- Specify the Grade: Use “SPI A-2” or “VDI 24.”
- Draft Verification: State clearly that your CAD model includes the necessary draft for the specified texture.
5 Frequently Asked Questions (FAQ)
Yes, but only in one direction. You can polish a matte mold to make it glossy (though it is labor-intensive). You cannot easily go from glossy to matte without sandblasting or etching the mold, which is permanent and harder to “undo.”
Glossy (SPI A-1 or A-2) is best for light pipes to ensure maximum light transmission. However, if you want a “diffused” glow rather than a sharp point of light, a light matte texture on the exit surface can act as a built-in diffuser.
Yes. A high-gloss diamond polish (SPI A-1) can add 10-20% to the tooling cost due to the manual labor required. Standard matte finishes (SPI C-1) are typically the “baseline” cost.
Matte finishes generally provide better “tooth” or mechanical adhesion for paints and silk-screening. Glossy surfaces often require a “flame treatment” or special primers to ensure the ink doesn’t peel off.
Amorphous plastics like Polycarbonate (PC), Acrylic (PMMA), and ABS are excellent for high gloss. Semi-crystalline plastics like Polypropylene (PP) or Polyethylene (PE) often look “waxy” and don’t take a high-mirror polish as well.